医用无菌吸塑盒包装机的热封系统

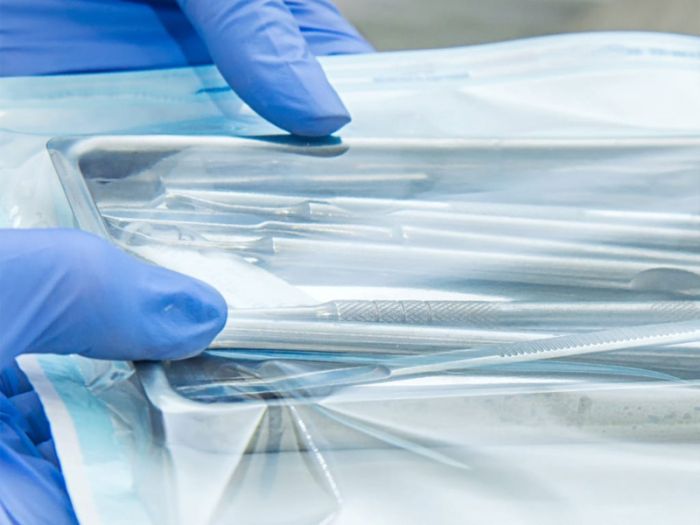
医用无菌吸塑盒包装机的热封系统通过加热、压合、冷却固化三阶段实现包装材料的熔融粘合,其核心原理是利用可控热能与压力促使塑料分子与盖材分子相互渗透,形成符合医疗标准的无菌屏障。以下从热封原理、关键部件、工艺参数控制三方面展开分析:
一、热封原理:分子级融合的物理化学过程
热封的本质是通过加热使包装材料表面熔融,在压力作用下实现分子间的扩散与结合。具体过程分为三步:
- 加热软化
加热元件(如加热板、加热丝)将电能转化为热能,使吸塑盒(PET/PETG/PP等)与盖材(如Tyvek涂胶纸)的接触面温度升至玻璃化转变温度(Tg)以上,塑料分子链活动性增强,表面呈现粘流态。 - 压合渗透
压合装置(气缸/液压缸驱动压板)施加0.2-0.5MPa压力,迫使软化的塑料分子向盖材表面渗透,同时盖材中的热熔胶(如EVA、聚烯烃)熔化并填充塑料表面微观凹凸,形成机械互锁结构。 - 冷却固化
切断加热电源后,通过自然冷却或强制风冷使熔融区域快速固化,分子链重新排列形成稳定结合,剥离强度达到EN868-5-2018标准(≥1.5N/15mm且无纤维撕裂)。
二、关键部件:精密协同的热封执行单元
- 加热模块
- 类型:采用铜或铝制加热板。
- 布局:单面/双面加热设计,确保吸塑盒与盖材受热均匀,温差控制在±1℃以内。
- 温控:PID智能控制器实时监测温度,响应时间<0.5秒,避免局部过热导致材料降解。
- 压合装置
- 结构:浮动式压板设计,配备弹簧缓冲机构,可自动补偿0.5mm以内的材料厚度偏差。
- 压力调节:通过气压调节阀(范围0.1-0.8MPa)精准控制压合力,适应不同材料组合(如PETG+Tyvek需0.3MPa,PP+医用纸需0.45MPa)。
- 定位系统
- 模具设计:采用可更换式硅胶模具,表面开0.2mm深导气槽,防止热封时空气滞留形成气泡。
- 对位精度:通过光电传感器与伺服电机联动,确保吸塑盒与盖材错位量<0.1mm,保障封口直线度。
三、工艺参数控制:多变量协同的优化模型
热封质量受温度、时间、压力三要素动态影响,需通过DOE实验建立参数矩阵:
- 温度-时间曲线
- 短周期封口:对于0.2mm厚PETG吸塑盒,采用160℃加热+1.2秒压合,可实现98%良品率。
- 长周期灭菌兼容:若需承受121℃高压蒸汽灭菌,需将温度提升至180℃,压合时间延长至2秒,确保封口强度衰减率<15%。
- 压力-材料匹配
- 硬质材料:PETG吸塑盒需0.4MPa压力以克服其高刚性,防止封口边缘开裂。
- 软质材料:PP吸塑盒配合0.25MPa压力即可达到密封要求,同时降低设备能耗。
- 动态补偿算法
现代热封系统集成压力传感器与温度反馈模块,当检测到材料厚度波动(如盖材涂胶层不均)时,自动调整压合时间(±0.3秒)与压力(±0.05MPa),确保封口强度稳定性。